
Copyright 2011. figNoggle Designs.
7x10, 7x12, 7x14 Mini-Lathe Information
Website Links
Post a link to your website or view other hobby and machine and metalworking websites for free.
|
Rent Mill & Lathe DVDs at Smartflix | Great aluminum & steel prices at OnlineMetals Round Column Mill Drill (AKA Rong-Fu 31 w/Large Table - 9.5"x32") - First Impressions
Our first article is probably the first impression, but this is the real "working" first impression. After making some initial cuts and then remembering that the mill wasn't trammed, we took care of that first. Then we started making some chips! As compared to the mini-mill, well... there's not much. This is clearly a different class of mill. We can easily take close to 0.500" depth of cut with a 3/4" 4-flute carbide end mill with little complaint from the mill. There's lots of vibration from the motor and mill regardless of what tool is chucked. Clearly this needs to be fixed with the use of Fenner-style link belts or something similar. We thought about adapting timing belts and eliminating the idler pulley which could still yield the three most commonly used speeds. More on this later.. As we adjusted the X-axis tapered gib to get out the "slop" but hold the table tight, we noticed that the right-to-left table traverse was really tight while the opposite direction was smooth. After lubing everthing and even loosening the bearing blocks, ways, gib, bearings, leadscrew, etc.. nothing changed. After an hour of use, we started hearing this squeaking noise coming from the left-side handle.
After loosening the castle-style spacer nut, we tried the same traverse that was giving us problems before. Apparently, we had this tightened too close to the bearing block support. After taking care of this, bi-directional table travers in the X-axis was smooth. Backlash still needs to be addressed, but one thing at a time. The fine feed was next on the list of problematic and "what was the designer thinking?" issues. We think that there was a wavy spring washer missing between the fine feed handle and dial due to the gap. The was it was configured, there's no way to set zero.
Even if the spring was present, the other problem was the location of the "zero" indicator:
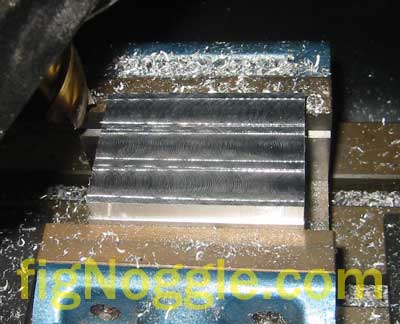
Who can see that little tick in between the switch box and front of the head? It's hard enough to see without the handle. Imagine what you can see with the handle in place? Exactly, you can't! You can just simply take a Sharpie permanent marker and draw a zero tick somewhere more accessible to the eye. All that aside, let's make more chips! Here's a close-up of a 3" wide chunk of aluminum that was milled across the face using a 1/2" 4-flute end mill. Notice the highs and lows a shown by the gap between the workpiece and parallel. Not good.
Since the mini-mill never gave us front and back circular "scallops", we can't compare it. We seem to remember that nicely tuned Bridgeports giving us the same look, though with a much improved finish. We don't know if the Harbor Freight import set of end mills had to do with this, but as strange as this may sound, even an import ENCO set of end mills produced a better finish. Here's a better sample using a 7/16" 4-flute carbide at 1040rpm and roughly a 15ipm feed rate with a depth of cut of roughly 0.25". Not bad, not great. Just OK at best.
The workpiece is held by a Palmgren brand utility vise of decent quality. This is certainly not a Kurt vise or even Kurt clone. The Kurt vises have a bed parallelism of 0.0002"! This is next on the tool purchase list. Here's one of the ugliest cuts we've ever seen. Some of the "dig" marks could be the result of a quill that wasn't tightened enough or the build up of material that lended a hand in cutting.
Our first impression conclusion is that no matter what speed we're running, the vibration from the motor that extends through the mill is drastic enough to cause poor finishes. Again, we couldn't even acheive the mirror-like condition of the fly-cutter on this round column Dayton (RF-31 clone) mill like we can on the little mini-mill. If this vibration is indeed the problem and can be resolved by employing link-style belts (or using timing belts and pulleys), then we'll have a nice mill on our hands for doing larger work-envelope work and for general purpose hogging. This is probably part of the problem: the B-42 and B-34 v-belts.
ENCO sells the Fenner brand "Power Twist Plus V-Belts" belts ranging in price between $140.79 and $167.25 for sizes 3/8" through 21/32" respectively. Unfortunately the length sold is only 25' - way more than is needed for this mill (part numbers: 325-7657, 325-7658, 325-7659). The other alternative is to buy from McMaster-Carr since they sell similar style "link belts" by the foot. If you visit their website and go to page 1000, they sell "adjustable-length v-belting" of the twist lock, adjust-a-link, or perforated varieties. The twist-lock is the most similar to Fenner's (part number 6173K38). They also claim the following: "Transmits the same horsepower as standard V-belts with less vibration." This belt is made of Polyurethane Elastomer. According to the belt size used (B), the twist-lock's is size (5L, B) with belt top width of 5/8 " and belt height 19/32" and 13.3 links/foot. At a cost of $7.28/foot, the estimated cost would be: ((42" + 34") /12" = 76"/12" = 6.333 feet approx. 7 feet) 7 feet x $7.28/foot = $50.96. Well, at this rate, McMaster's cheaper than ENCO. Mind you, this is not quite comparing apples to oranges, but more like comparing Fuji apples to Granny Smiths and we can't quite say that you can shop solely on price. Without ever having seen the quality of the two, it's probably worthwhile to start with the McMaster-sold belt since it's 1/3 the price fo the Fenner. Did we make a mistake in our calculation above? According to McMaster-Carr's website, a B34 (trade size, part number 6187K124) belt has an outer circle length of 37" and the B42 (trade size, part number 6187K133) belt has an outer circle length of 45". Both have dimensions of (B means the section size) of 21/32" W by 13/32" H (per band). Well, maybe no mistake after all. With 45" + 37" = 82" = 6.833' (still under 7')! You could still order an extra foot beyond our calculation so that you don't end up short and require another "trip to the store". One more potentially money-saving tip. McMaster also sells this size twist-lock in a 6' length at a price of $37.33. This is a savings of $6.38 ($43.68 = 6 x $7.28). So, you can buy a 6' and add another 2' to yield total of 8' for good measure. Update: The belts arrived! And installed! Removing and adjust the spindle bearings helped some too. But the major problem is still the motor vibration. Update: The first real project using this mill drill was making DRO scale mounting brackets for the 8x12 small-lathe using this mill. It's nice to have a 9.5"x32" table (aside from the benefits of being able to put things on it as you work). More thoughts... We think that the best thing to do is to use the table for the home-brewed CNC vertical mill :) This could also very well be a good candidate for a CNC RF-31 project! The main issue to tackle is the Z-axis - i.e. whether or not to drive the Rong-Fu 31 quill for Z-axis movement or drive the entire head assembly which would entail isolating X-Y positioning as the head travels. Stay tuned...
|






Looking for mini-mill help and how-tos? How about lathe help and how-tos?
We're prototyping a benchtop CNC vertical mill using the DigiSpeed-XL interface card for Mach, Dart Controls and KB Electronics KBIC/KBMM 90VDC motor controllers, 1.5HP treadmill motor from Surplus Center and a R8-spindle head from the X2 mini-mill - not to mention Gecko servo drives and an entirely closed-loop system. Come take a look!CNC 8x12 Lathe
Check out our newest developments like the CNC/DRO 8x12/8x14 lathe using Gecko drives, break-out board, NEMA 34 step motors, DRO and more!
SUPERX3.COM
Sieg X3 and Super X3 Grizzly G0463 Info
MDAHacks.com
T-Mobile MDA / Cingular 8125 / HTC Wizard Hacks, Tweaks, Tips, Tricks and More!
Metal Working FAQ.NET
Your source for metalworking and machining, tips, tricks, and more. Over 50 content wiki sites!